






折弯机的四种动作状态&四个“点”
诺亘 上海
折弯机状态描述
对于折弯机的初学者来说,工件的整个折弯过程是怎么循环的?
现在就由诺亘的小编来为大家介绍下折弯机的四种动作状态和四个重要的“点”:
四种状态:快下状态、工进(慢下)状态、卸荷状态、回程状态四个“点”:上死点、下死点、夹紧点、变速点
一、快下状态
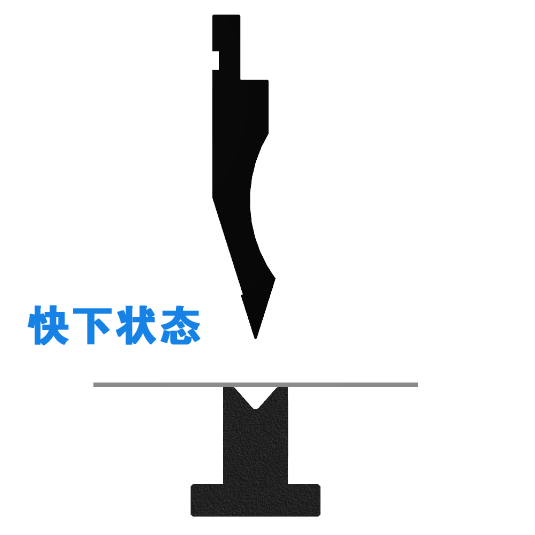
上梁快速下行,移动到变速点的过程,称为快下;快下不能保证上梁的精准定位,但是此时上梁下降的速度较快,可以有效提高整个折弯工作效率。
二、工进(慢下)状态
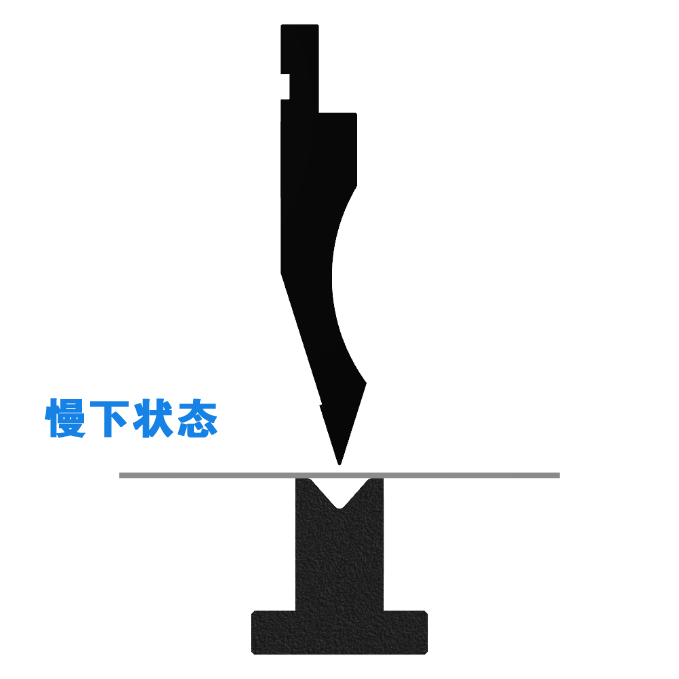
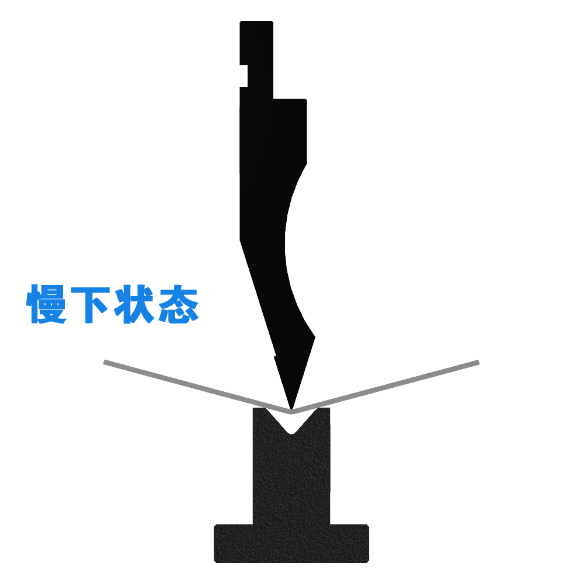
上梁从变速点到设定值下死点位置(折弯成型位置)的过程,称为工进;即油缸上腔建立压力对工件进行折弯的过程,此时上梁的下行速度为0-10mm/s,比例换向阀可以精准的调节上梁的速度及位置,可以有效的保证上梁到达下死点位置的精度,保证工件的成型角度。
三、卸荷状态
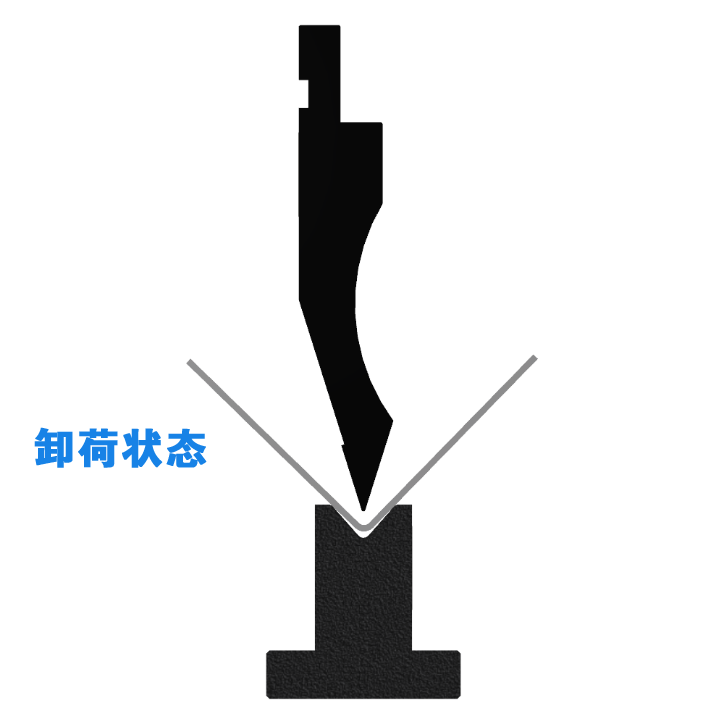
上梁慢速向上移动,从下死点位置向上慢速移动到设置的距离数值,称为卸荷。卸荷的过程,油缸上腔建立的压力在释放,下腔建压力,克服上梁自重,慢速上升。
四、回程状态
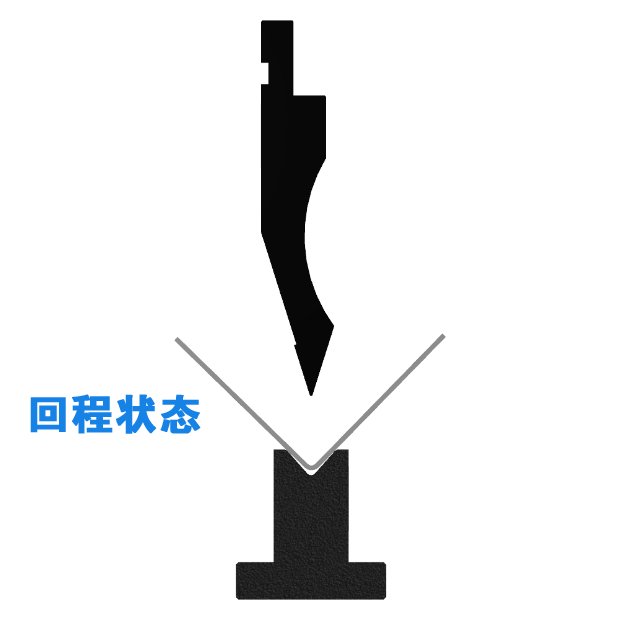
上梁快速向上移动到设定的上死点位置的过程,称为回程。回程的整个过程折弯机都处于克服上梁自重并且上梁快速移动的状态,因此液压回路中的压力较大。
五、上死点
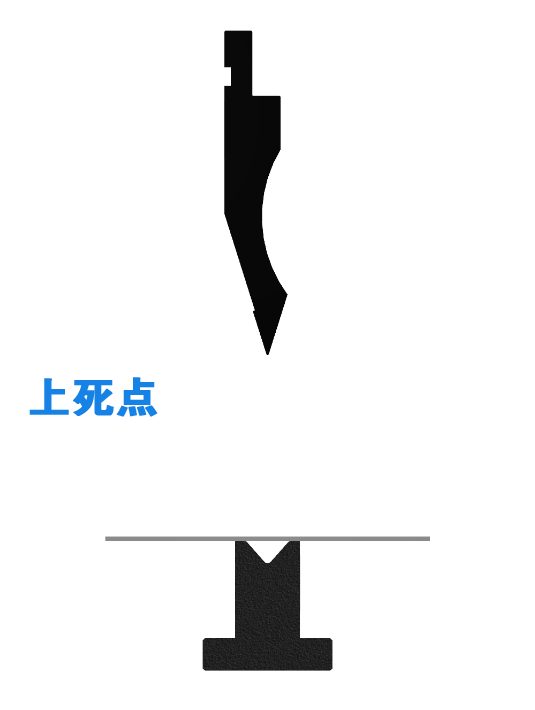
▪ 油缸活塞移动到运动轨迹的最上极限位置,即上梁移动到最高点时,称为最大上死点。
▪ 折弯循环结束后,上梁返回到数控系统所设定的位置,称为上死点。
六、下死点
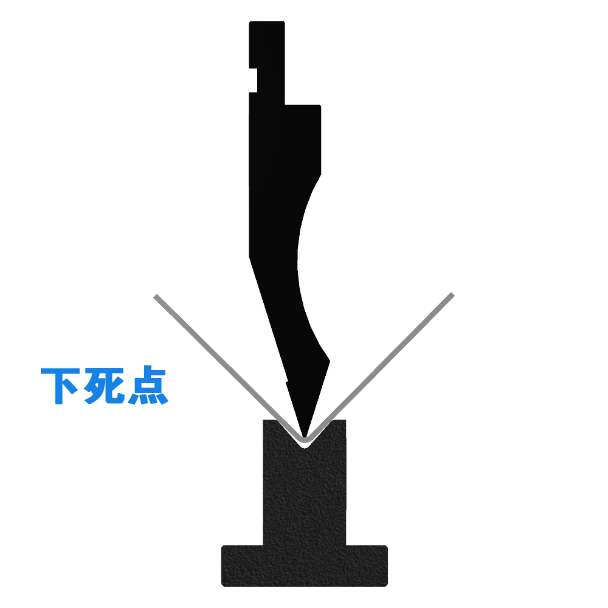
油缸活塞移动到移动到运动轨迹的最下极限位置,即上梁移动到最低点时,称为最大下死点。
上梁移动到数控系统设置的折弯位置,即折弯工件角度的成型位置,称为下死点。
七、夹紧点
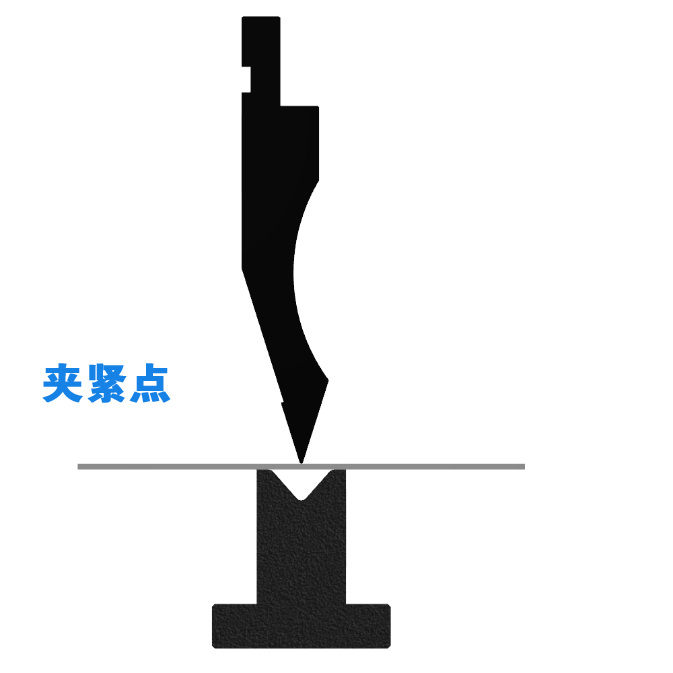
上模具触碰到放置在下模上的工件的位置,称为夹紧点;此时板材还未产生形变且处于夹紧状态无法移动,夹紧点的引入多应用于后挡料辅退避让或机械手折弯中。
八、变速点
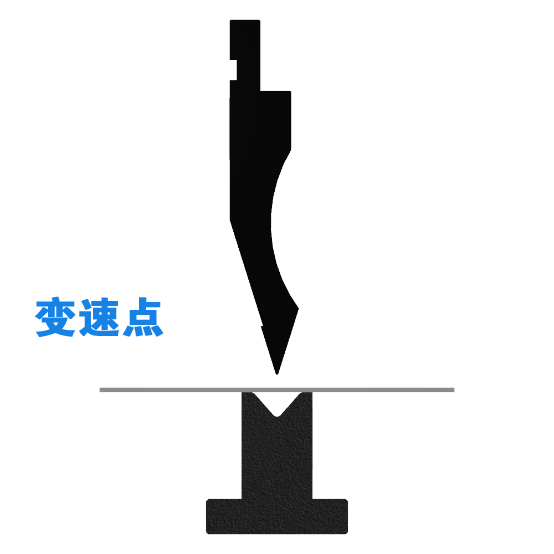
上梁快速下行结束,转为慢速下行(工进状态)的位置,称为变速点。
 业务
业务
 公众号
公众号

